The transom of this vessel is made of three – yes three – layers of 3/4″ Doug Fir marine plywood. That is a very heavy duty transom.
Thinking that it might be tough to get all the air out of the layup when bonding them together, and also that it would be tough to get even clamping pressure by stacking weights on the thing, I opted to vacuum bag the transom layup.

I did this by bagging it to the very flat and crack-free floor of my shop. After some initial challenges getting a good seal, it worked quite well.
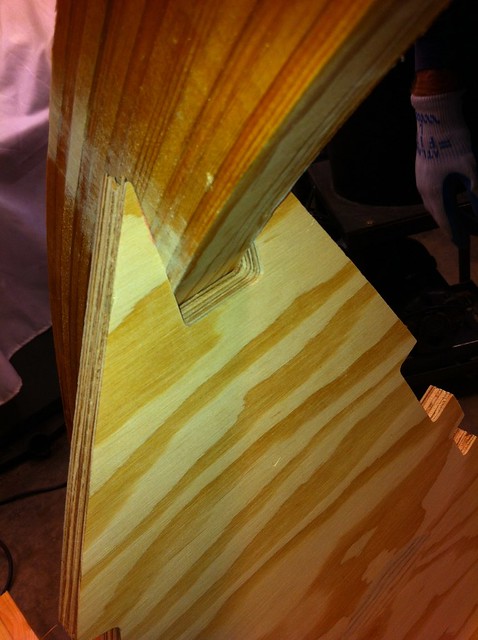
Unfortunately, however, I screwed it up completely. No, dear reader, it wasn’t a bad layup. The three layers were bonded together impeccably. Instead, I aligned them incorrectly. The three layers are not identical. This is because the transom is tilted backwards on the hull, and so to develop a straight line through the layers you want the notches and motor well opening staggered. This is hard to explain without a photo, and I don’t have a photo, but suffice it to say I lined them up incorrectly.
This rendered $300 worth of marine ply useless. Sigh… I guess this is one of those eggs you break making an omelet?
Anyway, after mentioning this to Timm he suggested that I’d really be better off just laminating the first two layers together to start with, and then adding the third after trimming the side stringers and chine logs flush with the ends of the portions of the transom in which they seat. I guess that’s a bit of a silver lining, because in retrospect it made things a lot simpler.
The vacuum bagging had been a bit of a pain, and I now had a 75 pound object that was exactly the shape of the thing I wanted to clamp, so for the 2nd go round I opted to forgo the bagging and just use weights. After rounding up most of the heavy things from around the shop and stacking them on the bad transom on top of the good one, I let it cure overnight. Of course, having foregone the bagging, the lamination didn’t go perfectly. There was a spot in the lower corner of the port side that didn’t get bonded very well. I was able to inject a bunch of epoxy in there though and get it pretty fully bonded with clamps after mounting it to the hull. I have no concerns about its integrity.
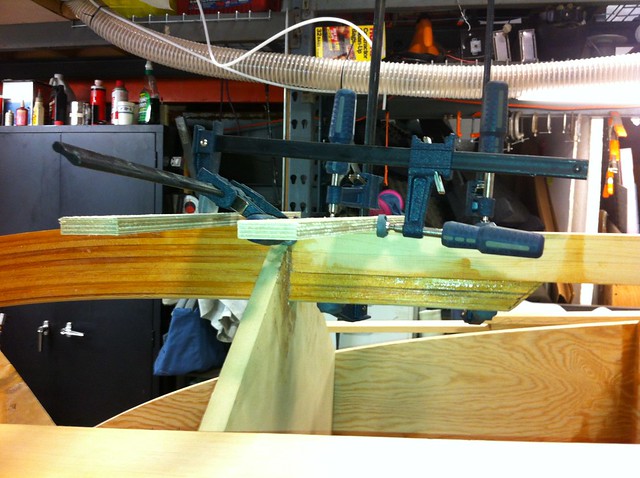
Here it is, all bonded up to the stern of the boat. A careful observer will note that this is actually from a bit later in the process, but I don’t have a picture just after mounting it.

Getting it bonded on was relatively straightforward, though I did have to cut away a bit more of the strongback to make it all fit. This was one of those cases I mentioned where I was comfortable enough that I was doing the right thing that I didn’t bother checking with Timm. My bet is that it’s a function of the fact that I’m using Doug Fir plywood whereas he designed for Okoume. Okoume is a little nicer to work with and is considerably lighter, but Doug Fir is stronger and much cheaper. I’m unemployed. I like cheap.
-Ben
PS – I’m pretty sure the statute of limitations on stealing street signs is less than 20 years, but if you live on Dartmouth Rd. in a Bay Area municipality I won’t name, please forgive a youthful act of indiscretion by an elated high school senior.